专注通风管道20年
以质量求生存,以信誉求发展


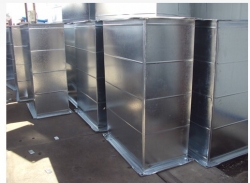
镀锌铁皮风管施工工艺及要求
一、 工艺流程 1、 风管制作工艺流程 施工准备 →切角→调直→压加强筋→咬口→法兰成型→折弯→组装→加固→检验 2、 风管系统安装流程 施工准备→支吊架制作→支吊架安装→风管连接安装→部件安装→漏光及漏风检测→复合检验
二、 施工要点 1、 风管制作 风管制作安装前,必须到现场实测核对图纸,对各规格型号风管及配件进行汇总记录,然后进行制作。合格标准按《通风与空调工程施工质量规范GB50243-2002》标准执行。
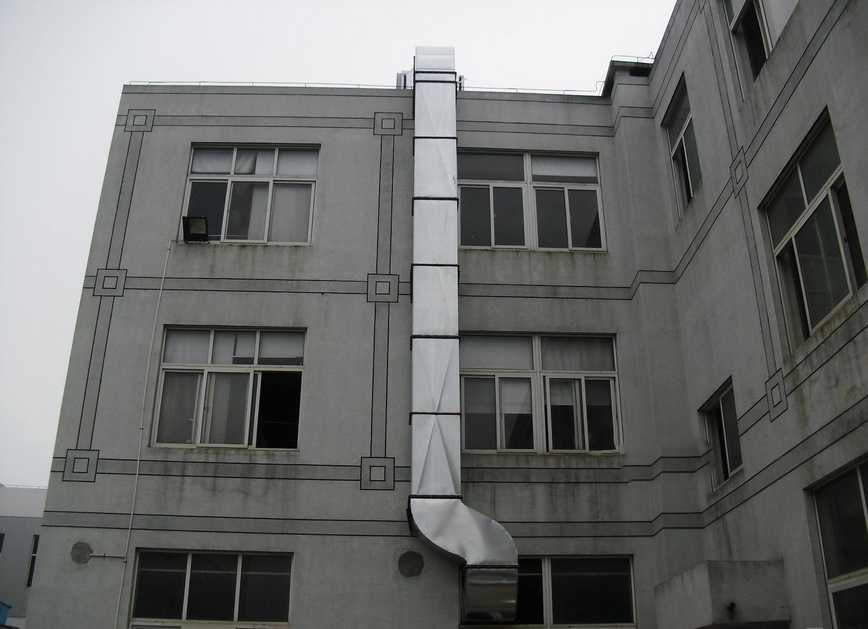
三、 风管安装
按照设计图纸,结合现场综合布置定位安装,风管连接螺栓应为镀锌材料,风管直径或长边≤1000mm吊杆规格为M8mm,大于1000mm则为M10mm。 防火阀、调节阀等部件安装应设独立支吊架,法兰之间应有垫料,防排烟风管法兰垫料应选用不然材料。 风管水平安装,直径或长边尺寸小于等于400mm,间距不应大于4m;大于400mm,不应大于 3m。 对于薄钢板法兰的风管,其支、吊架间距不应大于3m。 当水平悬吊的主、干风管长度超过20m时,应设置防止摆动的固定点,每个系统不应少于1个。 四、 质量控制 管道制作安装施工质量必须符合《通风与空调工程施工质量规范GB50243-2002》标准的 有关规定。
沟槽连接施工工艺及要点
一、工艺流程 安装准备→滚槽→开孔→安装机械三通、四通→管道安装→系统试压。
二、安装准备
1、检查开孔机、滚槽机、确保安全使用。
2、材料、工具的准备,包括管材、刚卷尺、扳手、游标卡尺、水平仪、润滑剂等。
3、按设计要求装好待装管的支吊架。
三、滚槽
1、用切管机将钢管按需要的长度切割,确保切断面与管中轴线垂直。
2、将需要加工沟槽的钢管架设在滚槽机尾架上,使钢管处于水平位置。
3、将钢管加工的段面紧贴滚槽机尾架,使钢管中轴线与滚轮面垂直。
4、缓缓下压千斤顶,使压轮贴紧钢管,开动滚槽机,使滚轮转动一周,此时注意观察钢管断面是否贴紧,如果未贴紧应调整管子至水平,如果贴紧缓缓下压千斤顶,使上压轮均匀滚压钢管至预定沟槽深度为至。
5、停机,用游标卡尺检查沟槽深度和宽度,确认符合标准后,将千斤顶卸荷,取出钢管。
四、开孔,安装机械三通、四通
1、在刚管上弹线,确保接头支管开孔位置。
2、将链条开孔机固定于钢管预定开孔位置,启动电机,转动手轮,使钻头缓缓靠近钢管,同时在钻头上添加润滑剂以保护钻头完成在刚管上的开孔.
3、停机,打开链条取下开孔机,清理钻落金属块和开孔部位残渣,并用砂轮机将孔洞打磨光滑。
4、将卡箍套在钢管上,注意机械三通与孔同心,橡胶密封圈间隙均匀,固定螺栓到位。
5、如为机械四通,开孔时一定要注意保证钢管两侧的孔洞同心,否则当安装完毕可能导致橡胶圈破裂,且影响过水面积。
五、管道安装
1、按照先安装大口径、总管、立管、后装小口径、分管的原则,在安装的过程中必须按顺序连续安装,不可跳装、分段装,以免出现段与段之间连接困难和影响管路整体特性。
2、将钢管固定在支吊架上并将无损伤橡胶密封圈套在一根钢管端部。将另一根端部周边已涂抹润滑剂的钢管插入橡胶密封圈,转动密封圈使其位于接口中间部位。
3、在橡胶密封圈外侧安装上下卡箍,并将凸边送进沟槽内,用力压紧上下卡箍根部,在卡箍螺孔位置,上螺栓并均匀轮换拧紧螺母,在拧紧螺母的过程中用木榔头捶打卡箍确保橡胶密封圈不会起皱,卡箍凸边需全圆周卡进沟槽内。
4、在刚性卡箍接头500mm内管道上补加支吊架。
沈阳东明通风管道加工厂生产沈阳通风管道、厂房通风管道、消防排烟管道、地下室通风管道、空调通风管道、镀锌铁皮风管等,公司官网:http://www.sydongming.com
159-4117-9057
网址:www.sydongming.com
邮箱:sydmtf1@163.com
baodong_ah@126.com
地址:沈阳市大东区榆林大街83号